行业动态
医药化工行业VOCs治理全过程控制要求及典型案例剖析
医药化工行业VOCs治理全过程控制要求及典型案例剖析
浙江省环境保护科学设计研究院

(一) 加强源头控制
(1)鼓励使用和生产低VOCs含量、低毒的化学品,鼓励使用
非卤化和非芳香性溶剂来替代有毒溶剂。
(2)开展清洁生产审核,通过采用新技术、新工艺、新设备
降低生产中的物耗、能耗,最大限度地对资源进行回收利用,减少“三废”的产生量,从而降低有机废气的排放。
(二) 加强过程控制
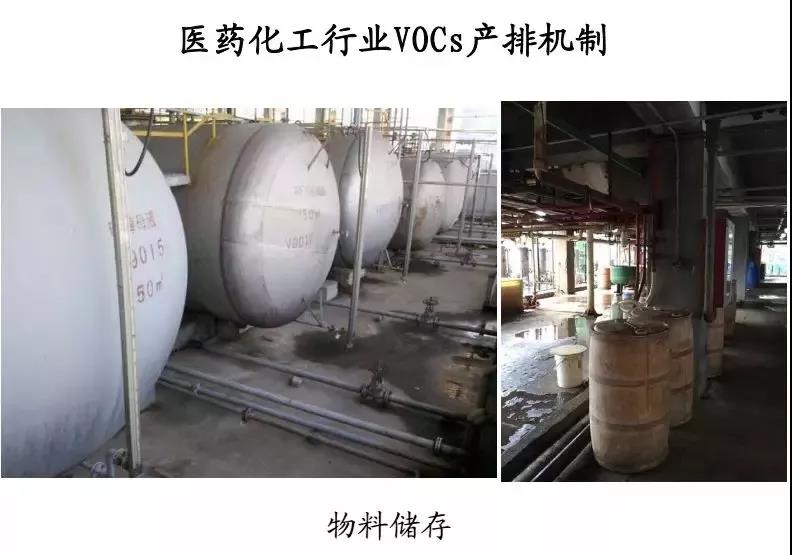
1、规范液体有机化学品储存
挥发性有机化学 原则上 求储存 品原则上要求储存于配备氮封、 压力 系统 调节系统和相应安全装置的储罐中,并设置平衡管。
沸点低于45℃甲B类液体宜采用压力或低压储罐;
沸点高于45℃的易挥发介质如选用固定顶储罐储存时,须设置储罐控温和罐顶废气回收或预处理设置。
甲B类、乙类液体的固定顶罐应设阻火器和呼吸阀。
生产车间内原则上不应存放液体桶(210L及以上) 装物料, 宜采用中间储罐中转存放,并采用管道输送。


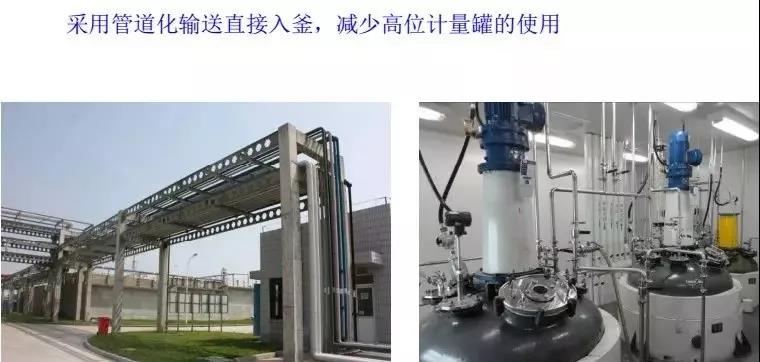
2、 优化进料方式
推广使用带有保温和冷却装置、阻火式呼吸阀和氮气保护的溶剂储罐
液体物料采用管道化输送直接入釜, 减少高位计量罐的使用
桶装物料采用电动隔膜泵或磁力泵等进行正压上料, 物料转移过程中采用平衡管技术
固体物料使用专用投料器
使用带有保温和冷却装置、阻火式呼吸阀和氮气保护的溶剂储罐



3、改进反应系统 单元模块化操作,反应釜采用氮封和连锁控制装置;
反应系统有机废气经多级冷凝后导入废气收集系统;
反应配套真空系统采用无油立式真空泵代替水冲泵,泵前泵后增设两级冷凝.



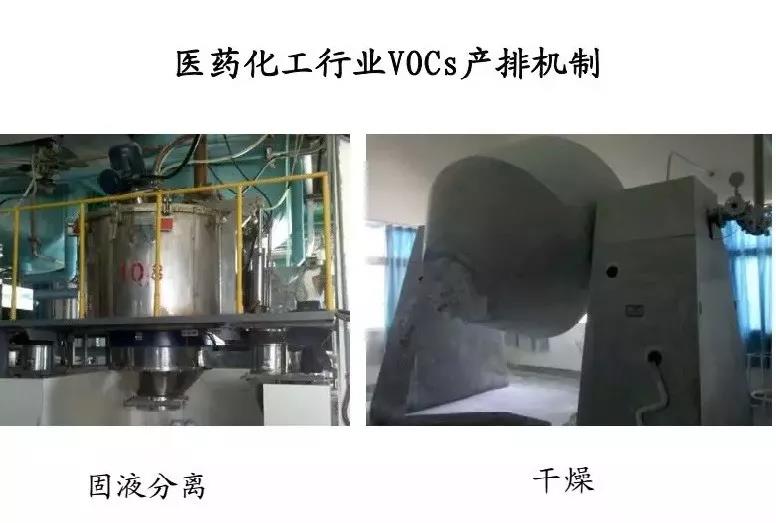
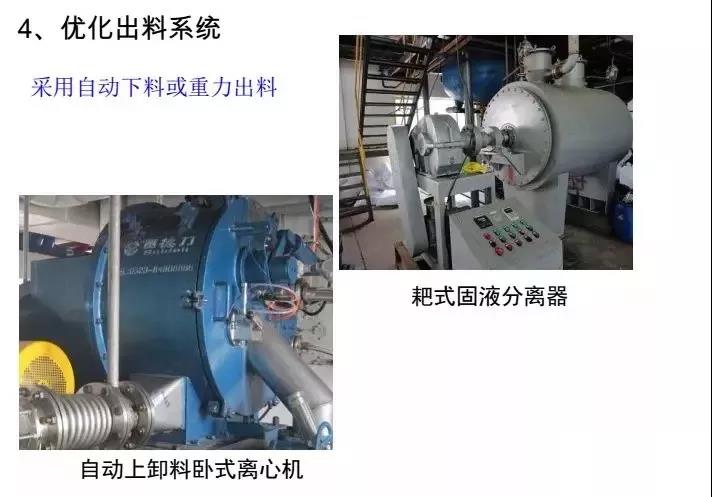
4、优化出料系统 采用自动下料或重力出料;
固液分离采用“二合一”离心机或高效压滤装置;
物料干燥则普遍采用真空双锥等干燥设备;
逐步推广集过滤、洗涤、干燥为一体的“三合一”多 功
能等全自动设备。


“三合一” 离心机
集离心、 洗涤、 烘干三位一体的离心设备, 避免了含湿固体物料进出料转移,可以大幅度削减固液分离过程中的废气排放。
杭州拜耳农作物科技有限公司采用进口的“三合一”离心机效果很好, 价格较高。
国产“三合一”离心机逐步推广使用,如上虞颖泰化工使用的国产“ 三合一” 离心机, 使用效果也比较理想。
5、推广其他密闭分离设备 达芬过滤器
活性炭脱色过滤设备
卧式刮刀离心机
隔膜式压滤机
全密闭压滤罐
自动下出料离心机
萃取离 机 心机
连续萃取塔
(三) 推行工艺优化
1、物料替代
积极寻找使用低毒、低臭、低挥发性的物料代替高毒、恶臭、 高挥发性原辅材料。
2、工艺改进
对传统生产工艺进行改革探索,采用膜过滤、连续萃取、连续蒸馏等“绿色化工技术” 工艺, 替代抽滤、 间隙萃取、间隙蒸馏等粗放型的技术工艺;
采用高效压滤加溶剂直接提取工艺替代喷雾干燥和气流干燥工艺。

3、 优化参数
通过对医化产品工艺的调整、优化,控制物料的投
加比例,从原来的过量投料,改为精准投料4、回收套用
4、回收套用
通过技术攻关,提高生产过程中母液的套用水平,减少有机溶剂的消耗量。
溶剂在蒸馏过程中采用多级梯度冷凝方式,提高有机溶剂的回收效率;
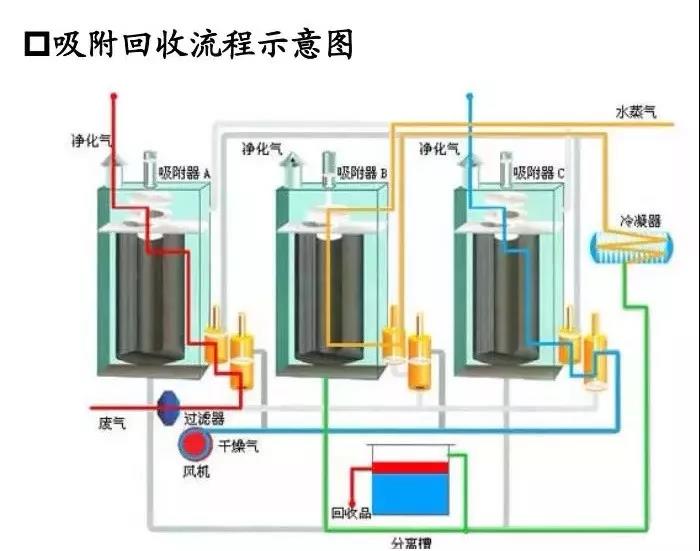
成分较单一、 有回收价值的废气在其产生点采取冷凝、吸收、吸附等组合工艺进行回收利用。
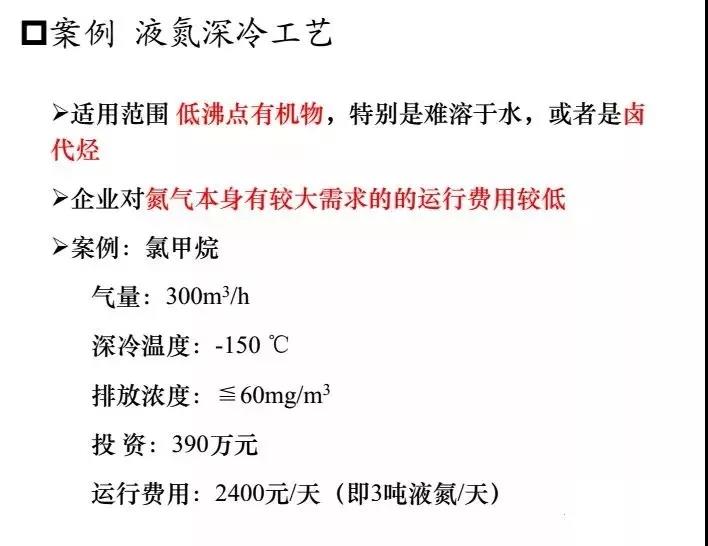
对低沸点溶剂采用深冷技术
活性炭吸附技术
碳纤维吸附技术
负压脱附技术
分子筛吸附技术
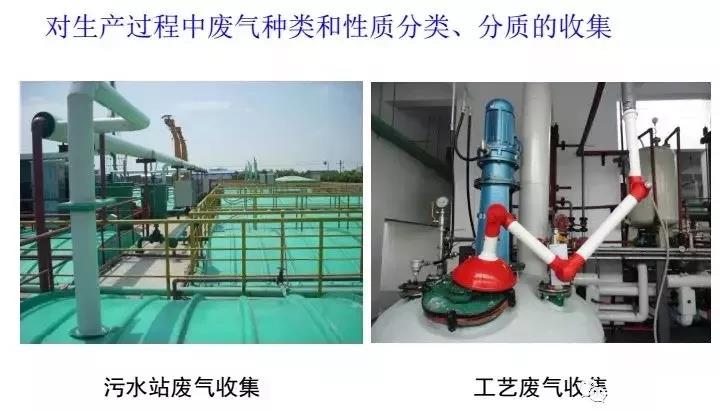
(四)完善废气收集
(1)所有产生VOCs废气的设备或场所均应配置高效的废气收集系统,收集效率不低于90%,减少VOCs排放。可能的废气产生点主要包括但不限于储罐、反应釜、真空泵、离心机(房)、压滤机(房)、干燥机、取样点、母液槽、废水处理单元、危废贮存场等。
(2)部分VOCs废气产生点应尽可能采用管道直连的收集方式,如反应釜呼吸口、 真空泵排气口、 干燥机排气 等 口等。 其中, 反应釜和储罐的呼吸口也可采用微负压方式收集废气。
(3)部分VOCs废气产生面积较大,需通过密闭该设备或功能区的方式收集废气, 如反应釜 料 下料口、 离 机 心机(房)、 压滤机(房)、取样点、母液槽、废水处理单元等。
(4) 含有VOCs有机化学品或异味明显的固废(危废) 贮存场所需封闭设计,废气经收集处理后排放。
(5) VOCs污染气体的收集和输送应满足《大气污染治理工程技术导则》(HJ2000-2010)要求,管路应有明显的区分及走向标识。
以“分质分类、资源回收”为原则,首先应根据有机废气的类别进行区分, 废气混合后能够进行二次化学反应或者爆炸的废气须单独收集,其次对于有机废气含卤素和非含卤素有机废气进行分类收集、分类处置。 单个生产车间(20m×45m) 为例, 车间的废气量建议控制在1000~2000 m3/h。
对于产生逸散有机废气的设备,宜采取密闭、隔离和负压操作措施,在确定密闭罩吸气口位置、结构和风速时,应使罩口呈微负压状态,罩内负压均匀,防止有害气体外逸,并避免物料被抽走。





 京公网安备 11010602006931号
京公网安备 11010602006931号